| Author |
 Topic Topic  |
|
Stanley
Local Historian & Old Fart


36804 Posts

|
|
 Posted -
29/07/2011
:
06:27 Posted -
29/07/2011
:
06:27
|
New start as old topic was getting too big. Here's the LINK for the original topic.
Sheds are centres of honest endeavour and sanity, rare things these days. Please join in and tell us what you are doing in your shed. All are welcome!
[By the way, if I occasionally seem to be stating the bleeding obvious, it's because I'm aware of the fact that not everybody has the same experience so please forgive me.]
Stanley Challenger Graham

Barlick View
stanley at barnoldswick.freeserve.co.uk
|
|
| Replies |
| Author |
|
|
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 23/11/2011 : 06:43
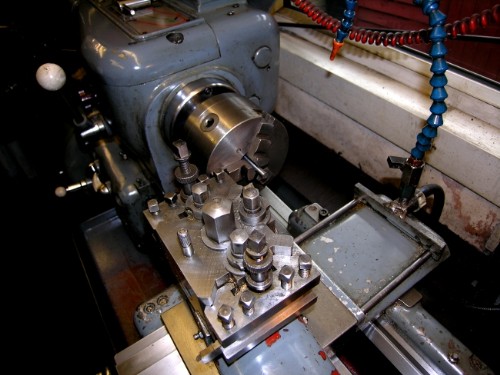
Back into the shed and decided that 0BA would be a nice size for the piston rod connection so a bit of drilling and tapping.

Bit of BO here. Best way to make sure the thread is perfectly vertical (don't trust your eye!) is to put the tap in the drill chuck and put slight pressure on with the feed. Advantage apart from accuracy is that you can start with a bottoming tap and do the job in one go.

Close of play. Ready for fitting the crossheads to the rods. All we have to do now is decide on the piston rod length, thread them for the connection and then fit them. Hopefully I was accurate enough and the crosshead slides co-relate to the centre line of the stroke!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk  |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 24/11/2011 : 05:45
Not a lot of physical progress today. For some reason I have had a block about the sizing and fitting of the piston rods to the crosshead blocks. I suspect it's my engineering dyslexia kicking in and sapping my confidence. I suspect that if the engine was horizontal I would have no problems! It would be easy to make a mistake at this stage which will affect everything. I spent an hour doing careful measurements and comparing my results with Bahrett's original design. The nice thing is that even though I have taken a different route, all the relationships agree.
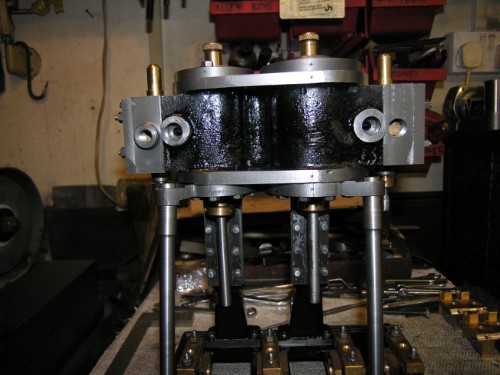
Why this pic? Notice that the top lid of the HP cylinder has a couple of set screws in it. There is a 1/8" spacer on top of the piston as that's the clearance I need at each end of the stroke. The gland is screwed out about four turns and I lifted the rod till it touched the top limit and marked it at the level of the face of the gland. Added 1/8" for running clearance and then measured my length to compare with the original design. Near enough perfect. So, add 5'16" for the depth of the thread into the crosshead block and thats my piston rod length. I shall repeat this process for the others, almost certain they will be identical but no assumptions! Check each one.
This is close of play, first rod set up and squared to length, ready for reducing to 6mm for threading 0BA. You may be wondering why all this took so long....

Here's the answer! The cleanest shed in Barlick. I have this little psychological hang-up. When I am not sure of the way forward I tend to be prone to displacement activity. This doesn't worry me because experiance has taught me that leaving the immediate task on one side for a while lets the back of my head do some re-checking. So I had a deep clean! Then I Made sure my lathe tools were sharp and adjusted for height. I even laid the fire in the front room for later!
I know you're probably laughing at me but I always take notice of my instincts, they never let me down. I can still remember my architect, Peter Dawson, looking askance at me many years ago when, after weeks of measuring and designing we had finalised the drawings for the Whitelees engine pit and I asked at the last minute for it to be made 12" deeper. He asked me why and I said I didn't know, all I could say in justification was that it would be easier to pour more concrete than take 12" out. As it turned out this was a life-saver, we had missed a crucial part of the engine out of the design criteria because we didn't know it existed. 12 months later that 12" was very useful, weird!
Anyway, I'm satisfied now and reasonably confident. When I have made the rod I shall fit it so it slides freely, then pack the piston and gland. That will be a cylinder finished. Repeat the process three more times and we have a top end finished apart from pipework. That will be progress. The nice thing about being retired is that there is no rush! Onward and upwards!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 25/11/2011 : 05:47
Close of play after a successful morning. I've got the HP on No 1 engine packed, aligned correctly and ready to run. The LP was slightly more difficult, the crosshead slide is vertical and aligned correctly with the bore but about .040" too far back. I've fitted shims under the guides and it is now correct. It struck me afterwards that I should have extended the shim across the face of the guide as well but it's running free so I shall see how we go on. The pic shows the rod and unpacked piston in place. First thing this morning will be to pack the gland and swap the piston for the one that is already packed in the other engine. Then move on to the other and do the same thing. No rush, slow progress but good stuff. The packings are a bit tight at the moment, you can just move the rods and pistons but they will soon slacken off when the engine is turned over mechanically before running.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 26/11/2011 : 05:28

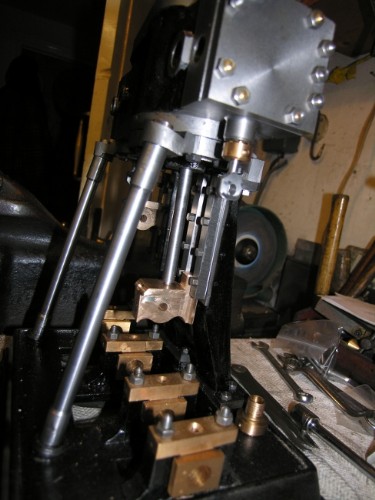
No 1 engine with crossheads fitted, pistons and gands packed. Tight but it will soon loosen up.

Close of play. No. 2 engine. HP fitted and packed. LP fitted, just needs packing, despite the standard being out of line the LP has fitted well, everything is central and I don't anticipate any major problem after packing.
We're getting there. Good clean up later this morning and then guess what.... Crankshaft making!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 27/11/2011 : 06:57

No problems with packing the LP on No 2 engine. Here we have both engines packed and fitted. Time to move to the bottom end!
No apologies but I'm going to go into bleeding obvious mode for a while. Apologies to the old hands but there will be comeone reading this who is at the stage I was at 30 years ago, thoroughly confused and disheartened after reading all the old model engineering books I could ]find.
If you go back to those books you'll find that crankshaft making was a serious matter. Remember that most of the men writing about it were either using treadle lathes or driving with low powered gas engines via line-shafting. They were using belt driven lathes and some of them suffered from severe slippage in the drive. They were not cosseted like we are!
This is why there are so many reams of instructions on making crankshafts out of individual parts and then shrinking them together and pinning. Start by forgetting all that! The next common practice was turning the shafts between centres using a catch plate and driving peg. I've tried this and the big disadvantage is the interrupted cut when working on the crank centres. The peg tends to jump on the catch plate and you end up with highly techical bits of string tying the two together but this never completely cured the problem. As I say, I was confused and to tell the truth, frightened of the job.
Then I met Newton Pickles and he put me straight. I'm going to describe the job in detail using what I learned from him and all I can say is that since taking notice of him, i have never had a failure. Brown and Pickles made shafts for three throw pumps using this method and some of the billets of steel they started with weighed up to five hundredweight and took a fortnight to cut. So, I'll move into a new window and tell you all I know. Then you can decide what you want to do.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 27/11/2011 : 07:24
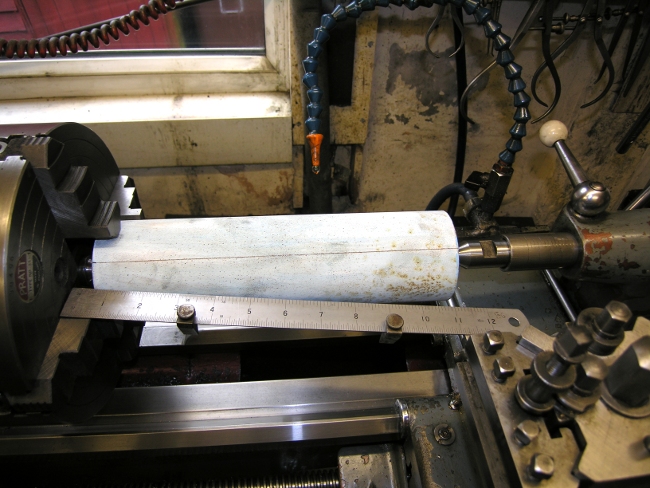
First job is to measure up and get hold of a billet of steel big enough to get the shaft out of it. Don't be frightened by the size! Even for a little shaft like this with 1/2" journal diameters and a throw of 2" overall you need a fair diameter, 3" in this case. It weighs 20lbs and by the time you have finisihed it will be about 4lbs. That's the penalty of chopping out of the sold but there's no way rond it apsrt from starting with a forging. Give the billet plenty of length, this shaft is 9 3/4" overall but the billet is 10 3/4". Youll find you need the extra length for work holding. Don't get any fancy ideas about leaded free-cutting steel. Go for normal grade or if you want better quality use higher spec. steel but be prepared for more difficult cutting. The pieces I am using were chopped out of a scrap 3" shaft and to tell you the truth I'm not sure what grade they are, probably the equivalent of the old style EN8.

First paint the billets with white layout ink whether bright or black bar. This stuff is rusty bright bar. The first thing you need to do is find a centre at each end. The easiest way to do this is with the funny little right angled component of your combination square. Scribe three diameters and punch on the average of the three. It won't be dead accurate but near enough. Do both ends. You've got a good guide now for mounting the workpiece in the lathe.
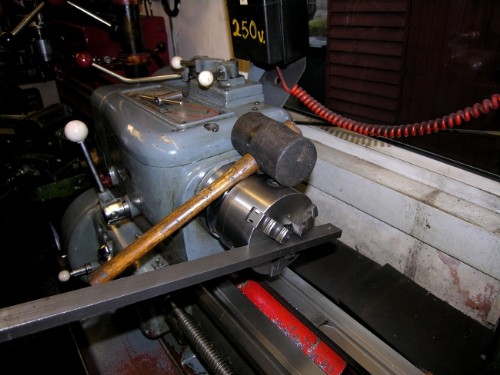
I'm sure I've shown this before but no harm reminding you. The safest way to loosen a chuck to get it off is to put a heavy bar in the jaws and clout it with a rubber hammer.
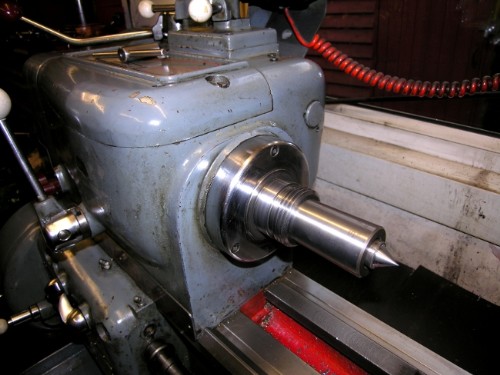
If you have a decent lathe the nose will have an internal Morse taper. In this case it's 5MT and the big centre is 3MT. You've got an accurate centre at the headstock end, a good start!

Clean the jaws and threads on the biggest 4 jaw you have and screw it on the nose over the centre. What you have here is the equivalent of a positive catch plate and peg, a way of putting a positive drive into the workpiece which is absolutely solid. Another good start!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 27/11/2011 : 08:00

Right, the lathe is ready. Back to the marking out. You need two more turning centres for the centre line of the crank journals. Two inch throw so in this case scribe a 2" diameter circle. Pop mark your first jpurnal centre anywhere on this circle. Then use your square to mark another centre 90 degrees to the first. (That assumes you are going to go for 90 degrees throw, it will be different for a triple expansion of course). Then extend a line from the cenyre through each pop mark and put a fine cut on the edge so you can locate the journal centre easily from the face of the billet.

Remember me showing you the small shaft ruler? Starret made these little blocks with you can attach to your heaviest steel rule, they convert it into a shaft tule. Don't worry if you haven't got these, take tow identical small blocks of scrap and put a saw cut in one end which will slip over the edge of the rule. Made square, these will do the same job.
I've missed a picture here. Take the billet and, using your pop marked centres mount the billet in the lathe and carefully and evenly tighten the four jaw on to the billet until you have a solid grip. Done with care this will be very accurate. Then, using the sawmark tell tale you extended over the edge of the billet from the Journal centres, scribe two lines the length of the billet using the shaft rule. This gives you the equivalent location at the other end. You'll be pleased by the way the ruler sits dead solid on the bar and you can trust it to be parallel.

While you have the billet in the four jaw be brave and withdraw the tailstock. If you've grabbed it solid it won't droop! Pop your centre drill in the end and on a slow speed, put a good centre in with plenty of bearing surface, it is going to have to work hard! Then turn the billet round, repeat the setting on centres again and pop the centre drill in the opposite end.

Take the billet out of the lathe and, using the scribed registers on the face as a mark, scribe a line across the circle on the end face and mark the journal centres on this end. They will be dead in line with the centres on the opposite end. Then, use an electric hand drill with your centre drill in, open the pop marks out into proper centres. You can go the long way round and do this in the lathe if you want but it means four set-ups and won't be any better than drilling by hand if you do it carefully.
I'll repeat all this for the other shaft but won't bother to show it all again. You now have a billet accurately marked up and ready for the next stage of marking out in the lathe. I think it might be Monday before I get there so don't worry if I go AWOL for a day!
If anything isn't clear, give a shout. Remember that the more care you put into marking these centres, the easier and better your shaft will be. Time spent now is not wasted!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 28/11/2011 : 07:35

I got on well yesterday and soon had both billets marked for the centres. Next job was to find the journal centres. Remember me using the 1/2" brass bar marked accurately for the centres? Here is is again being used to mark the journal locations on the billet. I checked afterwards and they are exactly 2 3/4" centres and using the bar, located the correct distance from the end of the shaft.

Once you are sure you have the location right, scribe a circle with a sharp tool point. This isn't going to be lost as we are nowhere near cutting in the lathe yet! I found that my billets, because they are scrap shaft, are not quite true but no matter, there is just enough meat to cut down to size and once that is done they will be perfectly circular.
I had to sit back and do a bit of thinking because in Mr Bahrett's design the HP journal runs 90 degrees in front of the LP in normal running (Anti-clockwise when viewed from the LP end. The reason I know this even though not mentioned in the instructions is because in this mode the angular pressures on the crossheads tend to force them down onto the face of the slide so this was the direction for forward running. In reverse the forces would be opposite but of course not much running was done in reverse gear). On horizontal engines the convention is usually to run the LP crank 90degrees in front of the HP and I have never understood why. Mr Bahrett knew more about marine engines than I do and so I have stuck to his design with the HP journal in advance.
This morning I'll have another check and repeat the marking on the other billet. Then we'll move further into the Newton Pickles approved method of crankshaft making! We are nowhere near turning yet!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 29/11/2011 : 05:00
I got5 mail from Mick McAbe in Newcastle on tyne this morning, an old Shed Culture fan. (He has a Harrison lathe so is a good bloke!) He reassured me that I'm not going overboard with the Bleeding Obvious detail. Nice to know.
He sent me this LINK as well, worth a look!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 29/11/2011 : 07:16
Right, as promised we get further into the Newton method and it will all become clearer! (Hopefully) The funny thing is that when B&P were making crankshafts Newton said they didn't do it this way but he was only a young lad in those days.
Let's go back and recognise that basically all we are doing is turning a 3" billet down to 1/2" diameter. That's the main turning we are going to do and makes all the swarf. The fly in the ointment is the two crank journals. The big problem with these is of course that this is grossly eccentric turning and the interrupted cuts generate shock loadings unless done at slow speed and having done it from solid I can tell you it's high stress turning! Newton's method is to mill out most of the metal from these eccentric cuts so that interrupted cuts are minimised. Sorry if I'm being too simplistic but we need to understand clearly what we are doing.

Start by working out roughly how much metal you need for the journals and mark the end of the billets.

Pop the billets into the lathe and mark the 1/2" you want to cut out using a sharp pointed tool like a screwcutting tool. Do this for both billets.

Using the shaft rule, extend the marks you made on the end of the billet and mark the cuts on the face.

Check and re-check you have your head straight and mark the waste metal clearly. Here's what you finish up with.

Take your courage in both hands and start cutting metal! I'm using a slitting saw down each side because it leaves such a good finish. I shall saw down almost to the marks on all the cuts and then attack milling the waste out afterwards. Notice that I had to cheat, the vice wasn't wide enough to take the billet so I took a jaw out. Bit dodgy but I'm not cutting heavily. One reason for the lighter cut is the metal. Remember me saying they were scrap shaft? I can tell by the way it is cutting that it is tough stuff! No problem, just slower cuts.
Right, today is a lot of sawing! I think you might be seeing where I am going now! Sorry for all the detail but someone out there will appreciate it.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 30/11/2011 : 06:16
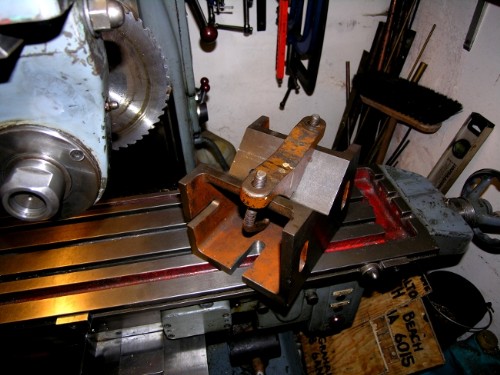
I started yesterday by having a rethink about holding the billet on the HM. It's tough stuff, hard cutting and I was too near the edge for comfort with my work-holding. Who was it who said that model engineers were men who were always pushing their tackle to the limit? I decided to be sensible, retired the machine vice (replacing the jaw) and got out this useful little angle vice.

Usual BO bit. Best way to make sure the angle is parallel with the saw is to push it into full contact across the face before tightening it down.

Big problem with this angle plate is that the holding down arrangement interferes with the mandrel so I made another holdong bar out of a piece os wrought iron railing. Incidentally, lovely stuff, drilled very easily with bright soft chips, not swarf. This was the standard material until the advent of mild steel over 100 years ago.
I completed the two cuts I was on with and achieved a depth of 1 3/4" into thebillet before fouling the mandrel but it was hard going, this is very tough stuff. So I decided that instead of crashing on and ruining my biggest slitting saw by overheating the best think to do was to stop, take the set up off the bed and sharpen the slitting saw. That will be the first task today, a fiddly job but in the end well worth it. The fact that saws this size are so hard to sharpen means that we neglect them. The pigeons have come home to roost, I must bite the bullet and start from square one! (End of cliches).
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 01/12/2011 : 05:21
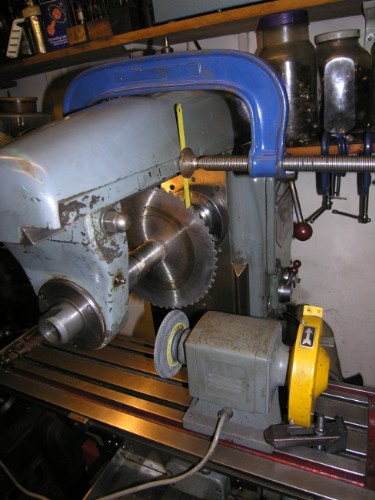
First job was to convert the HM into a tool and cutter grinder. The hacksaw blade is the detent to make sure each tooth is on the same angle and the small grinder clamped to the bed is accurately controlled by the cross slide. Tip, mark the first tooth you sharpen so you know when you have done one round. I did two rounds, second a light cut to make sure I had cancelled out wear on the grinding wheel while doing the heavy cuts.

Back to my cuts. Far better and well worth the trouble. However, still tough stuff and slow cutting down to 1 3/4" at one pass. Every now and again the saw strikes a spark out of the cut, must be some inclusions in there, exciting stuff but the saw coped and ran cool, keeping its edge. All the cuts completed at close of play. I shall take a view on milling the excess out now, at the moment I'm favouring the VM because the suitable cutters I have for the HM are smaller diameter and I shall have a job getting the depth. I could do a completely different set up to get round this but it will be easier to simply transfer the angle vice on to the VM.
We're getting there! Soon be back into the lathe. You may think this is a long way round and it is but it gets rid of most of those pesky interrupted cuts. Try doing one without and you may come to the same conclusion that I did!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 01/12/2011 : 05:22
PS Message for Mick, I replied to your mail but it bounced back at me. Let me know whether you got it in the end.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 02/12/2011 : 06:21
Mick, got your mail and replied. Let me know if it's working. Thanks for the comments about sharpening the saw blade.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 02/12/2011 : 07:24
First action was to find a 7/16" cutter long enough to reach the bottom of the cut and sharpen it.

Shaft set up under the VM and away we go.

First cut completed down to the bottom of the saw cuts. Tough stuff so quietly away. I think you can see the benefit now, I know it's been a faff getting there but that missing chunk is a lot of stressful interrupted cutting and believe me the bonus comes when you start to actually turn the shaft. This is not wasted time, reduces the chance of cock-ups and means that in the end you have a better job. A lot less stress as well!
By close of play I had almost completed the second cut after sharpening the cutter again. I stopped because everything was getting a bit hot, the motor on the VM and the cutter as well. As I keep saying, this is tough material! There is no rush, I am 75 and retired!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |



