| Author |
 Topic Topic  |
|
Stanley
Local Historian & Old Fart


36804 Posts

|
|
 Posted -
29/07/2011
:
06:27 Posted -
29/07/2011
:
06:27
|
New start as old topic was getting too big. Here's the LINK for the original topic.
Sheds are centres of honest endeavour and sanity, rare things these days. Please join in and tell us what you are doing in your shed. All are welcome!
[By the way, if I occasionally seem to be stating the bleeding obvious, it's because I'm aware of the fact that not everybody has the same experience so please forgive me.]
Stanley Challenger Graham

Barlick View
stanley at barnoldswick.freeserve.co.uk
|
|
| Replies |
| Author |
|
|
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 27/10/2011 : 06:05

I attacked the front columns yesterday. No pics of me using more arms than an octupus to measure theangle, I eventually decided it was 78degrees and proceeded on that basis. I have to admit I was not very confident! Useful machine vice came out of hiding. Chinese, and roughly made but perfectly serviceable and I suppose still available. I set it to 78 degrees as near as I could and all the operations will be done at this setting, even if it is not dead accurate, it will be consistent!

First for shaving was the lugs on the bottom lids. I had to think long and hard as my dyslexia was kicking in so I checked and re-checked to make sure I had it right! Funny thing was that none of the cuts looked parallel with the miller bed, must have been some sort of optical illusion because when I measured the first cut it was OK. So, crash on and mill both sides of all four lugs to the same angle.

The set screws are going to be 1/4" so I sharpened a 17/64" drill for clearance (I used the jig!) and poked four holes through.

Close of play. All the lugs drilled on the lids and when I poked a 1/4" rod through it jit the pad on the bed dead centre, perhaps my errors cancelled each other out! Next job is to mill the pads on the beds at the same angle and drill them. I think I've worked out a way to do this....
You won't be surprised to hear that my mind has been ranging ahead to the next jobs. I have decided that once the front columns are made and fitted I'm going to strip the parts down and paint the cast surfaces black, I know, I said I wouldn't do it but on reflection the engines will look better and the paint will cover up some of the mistakes! Then I shall rebuild incorporating the front columns and fully studded valve chests. The columns won't get in the way of the motion work and even if they did, the way I have designed them they can be taken out. I can't see that I shall have to take eny of it down again apart from taking the steam chest lids off to time the valves. We are getting perilously close to having to find another project!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk  |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 27/10/2011 : 06:29

Mention of the El Cheapo Chinese angle vice on the VM brought this to mind. When I bought the ang;e vice I also invested in a compound vice for the drill press and it is probably the most useful and hevily used accessory in the shop. I'd say that they are essential not only because of the accuracy you can achieve in drilling but safety as well. More people are injured by drills grabbing and spinning workpieces than any other cause. Like the angle vice, it's dog rough but perfectly serviceable. I can't tell you the number of times I have been tempted to make proper handles instead of the cheap plastic ones! It is a permanent fixture on the press, I've never needed another vice. If you're building a Shed and buying accessories, make this the first purchase!
You can see the head of the shed vacuum cleaner under the table and another tip, the red cabinets you can see are perfact for holdong tackle. I have two, the double decker you can see here and a singla decker under the workbench. They are the Snap-On design but far cheaper, the cunning buggers called them Stack-On and charged about a third of the price. Still available, see this LINK.
One other thing, Reeves are brilliant. I ordered some 2BA bright hex set screws on Tuesday and they were delived by post yesterday. No complaints about speed of service!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 28/10/2011 : 06:42

First job was to face and drill the pads on the beds. A bit of imagination and four wood screws gave me a table at the same angle as the rest of the faces and after a bit of careful dismantling to get the standards out of the way made the job easy as long as light cuts were done. Both beds dealt with.

Both beds dealt with. On with the plan to make four blank 1/2" columns that exactly fit the gap between the pads on the bed and the faces on the bottom lids. They are all near enough 6 1/4" but need to be individually fitted and marked to a very close fit. By the way, make sure that all the holding bolts on the standards and lids are tight. This stage needs to be accurate.

Some careful adjustment and I had the first column dead accurate so I decided to drill and tap that one for the holding bolts and get it marked and fitted before I did the next. Don't want to mix them up!
However.... The best laid schemes of mice and man gang aft aglay! If you look carefully you'll see the broken 1/4" Whit tap in the end of the column. Short burst of primal scream therapy and time to stop for the day!
Bleeding obvious bit coming.... First, don't break the tap! My problem was I used a commercial size for the tapping drill, not a bad plan to use a slightly bigger drill and make the tapping easier. The bolt will have an adequate hold. Second, don't bother trying to get the broken end of the tap out. If it was tight enough to promote breakage it's too tight to get out. Commercial tap extracters are all useless. The only way I have ever seen that is efficient is spark erosion and I'm not equipped for that! Best way is to scrap the piece and start again. If it is in something that you have invested a lot of work in like say the cylinder block, you're on your own. Find a way round it! One way I have seen that worked was to drill a hole alongside the broken tap and use that to breal the stub out, then enlarge the hole, plug it and start again.
In this case I shall just scrap the blank and make another one but as I was sat there with a cup of tea I realised that there was another, more authentic way of doing the job which does away with the need for wedge washers and is much tidier. Its the same technique as the old fitters used particularly when building up large CI flywheels... Watch this space!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
hermetic
New Member

3 Posts
|
|
Posted - 28/10/2011 : 19:18
Hi Stanley,
I have been lurking on your topics for months, and I get a great deal of enjoyment from them! Broken tap!!! fill the hole with a saturated solution of alum, and keep it topped up. after a day or two the tap should come out easily. BTW how long have you had that tin of rosalex!! hope this helps.
Phil/hermetic. |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 29/10/2011 : 06:45
Phil, thanks for the comments. I can't wait that long! Too old, time is short!

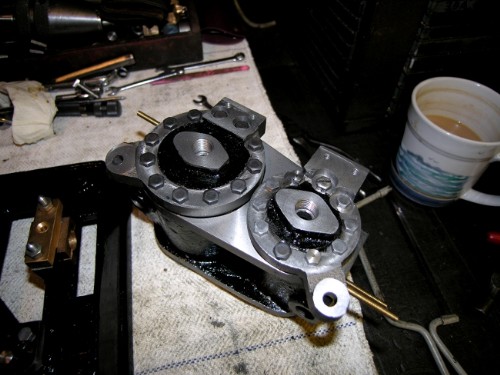
A lot easier to scrap the bar and cut another. Here's the result, cut to exact lenth and it's quite firm just pushed into place. Each end is drilled 1/4" and 1/2" deep. Now for the old fashioned bit.

Not easy to see I know. a quarter inch peg with a half inch top lilled off to 1/4" on two opposing sides and them the shoulders rounded with a file.

The view from the underside of the bed, it doesn't get much tidier than this. The rounded shoulders mean that the tee-piece automatically seats in line with the bore.
This was close of play, Friday is always cut short by domestic matters. I shall make another peg for the top of the column but this wont need milling as the faces are parallel. Two 1/8" holes drilled through the wall of the bore on the column, one at each end. Then install the column and bore through the pag and the other wall with a slightlt smaller drill. Then poke a tiddly taper reamer through and loosely insert a taper pin. Then on to the next column. Reason for leaving the pins loose is because they have to be dismantled once or twice yet. When we get to the final fitting, drive the taper pins up tight and cut and file each side to leave them tidy but with enough head to drive them out if needed. Driving the pin in will tighten the grip at each end.
This is what the old fitters used to do but they used flat tapered cotters and slotted holes. Far easier to use round taper pins but if you get the position of the second drilling right it's a tight fitting. Used a lot in flywheels but the most common place to find them is on the crosshead of the engine where they are used to fix the piston rod firmly in the crosshead. I'll find you a piccy.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 29/10/2011 : 07:03
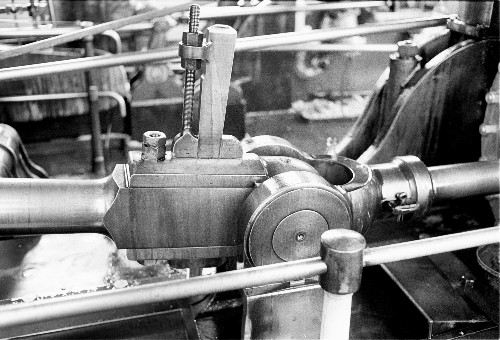
The crosshead on Bancroft engine. It's mucky because this was taken after we oiled it up at closure in 1978. You want examples of wedges used in engines? The flat cotter in the piston rod is on the right. Notice the gap in front of the cotter. Newton and I fitted a new cotter as the old one was worn and this has plenty of hold in the slot in the piston rod and is dead tight. The split cotter is insurance should it ever come loose. (Never seen it save the day)
The adjustment on the con rod end to the crosshead pin is by opposing wedges with a fine adustment screw. Once correct the strap is locked by the large through bolt at the front end.
If you look carefully at an engine you'll find many examples of wedges. Most engine beds are made in at least two pieces and the connection is made by a flat link with slots inside the bed and wedges driven in from the outside. Very often these are filed flat afterwards and covered with paint but if you look carefully you'll find them. In flywheels they could often loosen over time because of the dynamic forces trying to distort the wheel and you could tell if they were slackening because they 'bled' bright red oxide caused by fretting corrosion. This was the clue that took me to the flywheel stakes on the Trencherfield engine and resulted in it having to be stopped. I was not a popular man in Wigan!
I can't think of a modern application of the pure cotter but of course all screw threads use the same principle, they are an inclined plane which is of course exactly what a wedge or taper pin is. End of Bleeding Obvious lecture!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 30/10/2011 : 04:09
Sorry Lads! No activity yesterday. Things like flu jabs and writing for the paper got in the way. I'll be back in the shed today......

Didn't want to deprive you so here's an overall pic of the shed.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 31/10/2011 : 06:56
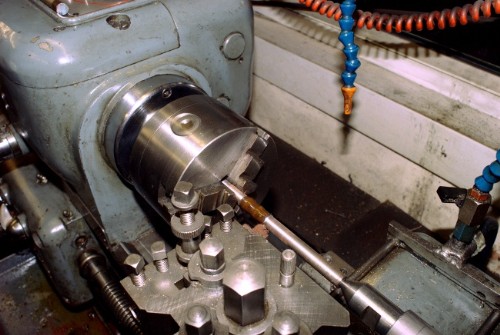
This pic illustrates the day actually. You may wonder why the Old Fart is turning heavily pitted bar down to a bright finish. Would you believe that when I had a dig in the stock pile I found I had no 1/2" bright bar? So first thing to do was make some out of what would ordinarily have been scrap.
Once I had done that I had to sort out the right size taper pins and drills for securing the columns. That done I worked out how to drill the columns accrately, a Vee block and clamp sorted that out and I turned the first blank column to a shiny acceptable shape. When I came to fit it the two pins I had made were too short and the pocket in the end of the column too short so I drilled the pockets deeper and went into mass production on the Harrison making eight new pins, milling half of them off into 'T' bolts for the bottom end and deciding they didn't need rounding off as they seated perfectly well straight from the mill.
Then I poked a drill through to mark the pins, took them out and drilled them in the Vee block on the drill press and tried the fit. Not wuite in line so I poked a drill through with the 1/4" Black and Decker drill (Older than many of you who are reading this!) and tapped the pins in. Nice fit and even though only tapped in, held the column solid.

Close of play. Only one column fitted but all the pins made and correct drill sizes fitted in drills. I have all my ducks in a row and I'm ready to go through the same process with the other four columns but without the hassles. Just careful fitting now I hope!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 31/10/2011 : 07:00
PS. I forgot to mention, all the columns marked on the top face with a number which locates them. Saves time if they have to be taken out for any reason.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 01/11/2011 : 06:55
Progress was hampered by a visit from our Leader yesterday. Howver, after lunch the staff where whipped back into the shed to get a straight edge.

A repeat of yesterday I know but I had to renovate some more rusty 1/2" bar and it struck me that I was missing a Bleeding Obvious! I was annoyed by the fact that the flexible pipe was fouling the shade on the lamp and it dawned on me that it would be a good idea to shorten it! Isn't it funny how you can miss things. One small point about oil feed. I use neat cutting oil and while there is some cooling effect, the manin reason is that it improves cut and finish so it only drips on the cutter. Using dilute soluble cutting oil for cooling is a different beast and the work is flooded. By the way, I added some Jeyes fluid mixed with paraffin to the tank as I think the original phenol component which helps avoid infection from the oil had evaporated over the years. Besides, I like the smell!

Close of play. This was where I wanted to be, one engine fitted with front supports and the other ready for shaving. Not absolutely satisfied with the alignment of the rods but too late to worry about that now. As my dad used to say, "A drunken man on a galloping horse won't notice anything!"
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 02/11/2011 : 07:30

Close of play yesterday. What do I think about front columns? Nice result but what a fiddle! Never mind, they look nice sat in the kitchen!
I think I am going to do a bit of pulling down and painting of castings before I crash on. Easier to do while the cylinder blocks and steam chests are still loose.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 03/11/2011 : 05:31

Yesterrday was painting day. Stripped the engines down and one coat of the black poyurethane paint. That tin is forty years old!


Close of play at 11am. I know the paint is slow drying so I popped both sets of castings into the oven at 100C for an hour and left tham in there all night. The first set I did will be dry enough for a rebuild this morning.
It gets exciting! This rebuild is permanent so bottom lids will have sealant and full complement of fixings. Have decided to cut the taper pins off flush and polish. When both engines are done, the valve chests can be fully studded fitted and joint between steam chest and block sealed. No gaskets, these are perfect faces and a drop of sealant will do. Bit of a shock to realise how close we are to running...... Pistons, rods and crossheads, crankshaft, eccentrics and con rods and then pipework.
Lokking ahead, I have decided that next job is to finish tuning and adjusting the big compound I made. I had built four Stewart 5A variants at once and was getting a bit fed up so never really ironed out the running. I have a tight bearing somewhere!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 04/11/2011 : 06:51
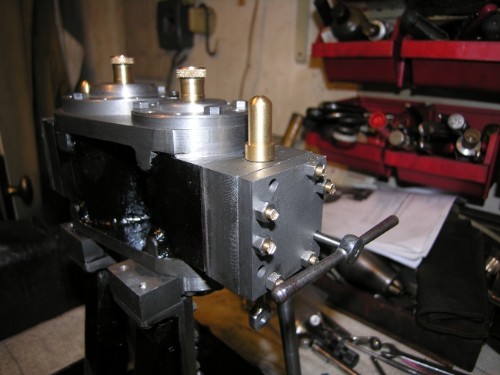
Bottom lids fitted permanently with sealant. This caused a slight problem with the lining up of the holes where the block mounts on the standards because the full complement of studs tightened up made a tiny difference in the alignment but nothing major, just a fiddle getting a proper mounting. The staff were sent into the Shed again in the afternoon because I wanted a straight edge.

Close of play. All fitted up and ready for studs in the valve chest fittings. One big problem was that I hadn't realised that the block interfered with the pins for the front standards! No way I was going to strip a perfect joint on the bottom lids so I ground the pins off where they interfered with the block. Not perfect but didn't alter the fit. For referemce. If you are building one, insert the top pins before you build the block up and have the front supports in place when you fit the block to the standards.
One little puzzle, the LP piston rod line on the right hand engine is slightly out of line with the crosshead slide. Can't understand it but no big problem, I shall adjust the centre line when I make the crosshead slide. I can't do anything about it anyway. I told you I was a Bum Fitter!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 05/11/2011 : 06:26
Sorry lads. Yesterday was a writing day. The BET articles have to be written when they pop into my head!
There will be progress today.....
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 06/11/2011 : 06:52

First job was to make a little tool threaded 3BA to act as a stud wrench. A full length of studding with a nut spun up on to it.

Screw the stud in, tighten the nut and cut off leaving enough to round off.
They won't all go in perfectly so if you have a stubborn one, pop the 3BA starter tap in.

I forgot to mention, use some Trefolex on the tap. Old fashioned but still the best tapping compound. Based on soft soap and works a treat.

End result on one chest. I did all the chests (with a smear of sealant on the block to chest face) and we are now ready for a look at pistons and rods.
A bit of bleeding obvious for you.... If you are a lot more accurate than me you can try putting the studs in without the chest in place but if you do you'll almost certainly get into terrible trouble when you come to fit the chest. If there are any tight holes, and these are very tightly fitted of course, they will show up when you try to insert the stud and the tickle with the tap will sort this out. Believe me it's a lot easier and a better result.
Notice that the ends of the studs are still unfinished. The lids will have to come off again when I adjust the valves and that will be the time for tidying them up.
Now then, I'm open to suggestions here. For years I have wanted a small concave shape milling cutter that you could put in an electric drill and use to round the end of the studs easily. I have puzzled over this but never come up with a solution. At the moment I'm considering putting a depression in a small chuck mounted stone and using it with a high speed Dremel driver to round them. If any of you have any better ideas I'd love to hear from you!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |



