| Author |
 Topic Topic  |
|
Stanley
Local Historian & Old Fart


36804 Posts

|
|
 Posted -
25/11/2004
:
14:20 Posted -
25/11/2004
:
14:20
|
I've always been fascinated by the things people do in their spare time when they can do exactly what they want to do. Men and sheds are a particularly fertile field. Women tend to do their thing in the comfort of the house.
I was delighted to see Andy's picture of the clock movement he has made.

It struck me that we could perhaps start a new topic devoted to spare time skill. So Andy starts it off and my contribution is this:
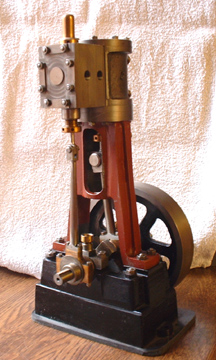
It's a small steam engine made from scratch and is based on the Stuart 5A but a longer stroke. One of these will drive a 14 foot boat with steam at 250psi. By the way, we don't like to call them models, it's exactly the same construction and materials as a full size engine, just smaller. So come on out there, let's hear about what you make in your spare time. I reckon we could be in for some surprises!
Stanley Challenger Graham

Barlick View
stanley at barnoldswick.freeserve.co.uk
|
|
| Replies |
| Author |
|
|
Ringo
Site Administrator

3793 Posts

|
|
Posted - 12/07/2007 : 19:16
I see Jack is busy watching for visitors whilst you are hard at work
 |
softsuvner
|
Posted - 13/07/2007 : 00:09
Stanley
Must admit the pictures of the machining of the standards made me wonder how people coped when they didn't have access to a mill. On my shelves I discovered a little book called "building a vertical steam engine from castings" from the ME publishers circa 1977, (an update of a pre-war book) which covers the smallest vertical in the Stuart range the Number 10. To machine the feet of the standard they plugged the guide with "a suitable wood dowel" mounted the head of the standard in the 3 jaw, then brought the tailstock centre into other end of the packing to support the whole lot. The machining of the feet was then done with an intermittent cut.
To machine and bore the top of the standard, it was clamped by the feet to the face-plate. To be fair, very great emphasis is placed on checking alignment at each stage. the injunction is: "it is a cardinal rule when setting up castings for machining, that external surfaces , particularly those which do not ultimately have to be touched, should be taken as reference surfaces, except in special cases".
Before the days of carbide tipped tools etc, one forgets just how hand work was needed, particularly to clean up castings before committing to machining. However, I do remember one old chap telling me that he regretted motorising his model engineering lathe. When the lathe speeds were governed by your foot on the treadle (just like Granny's old Fritser and Rossman sewing-machine) getting the right cutting speeds was a doddle!
Malcolm
|
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 13/07/2007 : 06:24
You're right Malcolm, it could be a bit of a problem. If I remember rightly I did the early one on the Wilson, a very heavy 14" lathe and used a heavy cutter with a big overhang, like the boring bar but heavier. It's the intermittent cuts that are the danger. I don't use tipped tools much, most often HSS but Newton taught me a long time ago that the key with castings id to be brave, get under the skin with the first cut, then touch the tool up and carry on. There was a hard shop in the bore of that standard but I persevered with it and got into it in the end. The advice about a hard wood plug in the bore of the standard is good but I'd rather use the four jaw and get a proper hold on the casting. Newton's advice on castings was always start with the four jaw. Grab hold of the casting wherever you can and get cutting. I shall do the cylinders that way. Reference surfaces are essential for accuracy, that's why I milled the top face so it would sit on the face of the chuck. It was fairly accurate because when I cut the bottom of the feet they were only two thou out of plane. One thing about treadling the little lathes was that it soon taught you about sharpening tools! I've always said that it took me 40 years to learn how to sharpen edges properly. I noticed yesterday that I had to gap the centre of my 1" milling cutter (two cutting edges) and it's only a week since I did it last time. I must have taken 1/4 of an inch off it with touching up whilst milling the castings up to now. Newton swore by fly cutters but I have such a lot of plundered milling cutters that I've never really got into them. He did all his facing with fly cutters and got a nice finish. Something that has been going through my mind is that Newton changed his tactics when chopping crankshafts out of solid as he got older. Like me, he used to do them the conventional way, just set the centres on each end of the blank and mount on two centres then light your pipe and put up with hours of intermittent cuts. It can get very boring.... All his later engines were done differently. He marked out the spare material and milled it out of the way before starting in the lathe. He reckoned the miller got the muck out faster and I think he was right, especially with the CS for the double engine! This starts off as a bar 12" x6" if I remember rightly..... A lot of swarf! Back to the standards. Now I have an accurate bore it becomes easy to mount them for the last cuts. I shall make a mandrel to fit the bore, mount it between centres and maunt the standards on it. There are two ports to be milled in the cross head s;lide so no problem drillng and tapping the casting for a couple of 3/8 whit set screws to make it solid on the mandrel. I remember that where I slipped up with the first one was not taking as much care as I should to ensure that everything was square. That won't happen this time......
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 13/07/2007 : 06:36
I just remembered something that struck me last night. There is very little clearance between the big end of the con rod and the standards when the engine is assembled. I remembered this last night as I was facing the feet and did a nasty little cut on the inside of the feet to get a true radius on each one. The castings are a bit rough and although it pains me to say it, the fastest and cleanest way of getting rid of the spare metal inside the tapering legs of the standards is going to be the 5" angle grinder! Not the nicest tool but I'm not a bad hand with them after my years on the boilers at REW. It will certailly look better than the rough casting and I have a reference in the radius for the amount of meat to cut out.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 13/07/2007 : 19:06
It's been a boring day. The Harrison gearbox actually got warm today. I've finished another standard and almost finished a third. Nice thing about long boring traverses on self-act is that I could work on the cylinder castings on the miller. All four faced ready for sizing and boring on the lathe. Solid day, good progress. I'd forgotten how much work there is in these standards and it struck me the other day that when Stuarts designed the 5A they might have made the con-rod shorter and the standard as well to make it easier for 'amateurs' to handle on normal sized modelling lathes. Another boring day tomorrow.... Why is the last response always slow to load?
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 14/07/2007 : 06:50
I ache! But I can't wait to get going, it's always the same when you start to see progress. I shall take my morning walk with Jack and then get going again. Feet to square and centre on the standard in the lathe and then on to the last one. One tip.... when you finish at night with a warm lathe and a casting half machined, always check everything for grip and accuracy before you start. The cooling cycle can do funny things to a set-up.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
belle
|
Posted - 14/07/2007 : 08:47
Hello, just popped my head round the door...you seem to be in this shed more and more, and i can see whose popped in to visit by the last entry on the homepage...but what I'm wondering is, if Deadly and I ever pop over for a cuppa, instead of being a delightful intermission in your day, will it be an unwelcome interuption that sets you back an afternoon and puts you out of sorts for the rest of the day? Better list your walk times with Jack then the visitor who intends to surprise you can do so on Letcliffe, rather than haul you out of your inner sanctum!
Life is what you make it |
pluggy
|
Posted - 14/07/2007 : 09:06
Can't help thinking parking a machined lump of cast iron on the kitchen top would be more than my miserable life is worth in our house............
What a project, my hat goes off to you. 
Need computer work ?
"http://www.stsr.co.uk" 
Pluggy's Household Monitor |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 15/07/2007 : 07:14
Stephen, that's the great advantage about living with a lurcher, he never complains. Have you seen the lathe in the front room? My grandson Harry in Oz thinks it's cool to have a lathe on the sideboard..... sensible lad! Belle, I never count a day with friends wasted, I have my priorities right. I can always be found on Letcliffe with Jack at about 13:00 rain or shine but you'd have to come for a cup of tea and a natter, it would be a delight! More to post but some pics to render first...... back in a minute.
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 15/07/2007 : 07:42
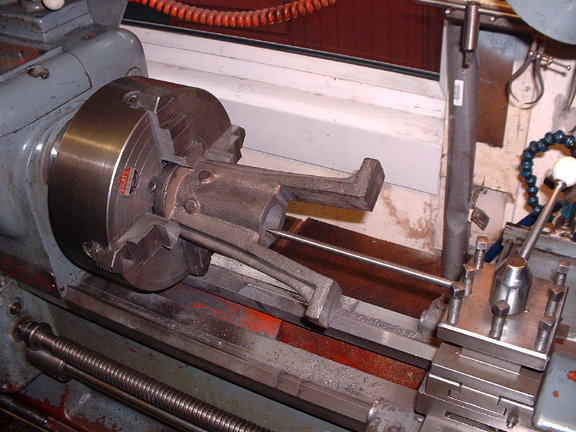
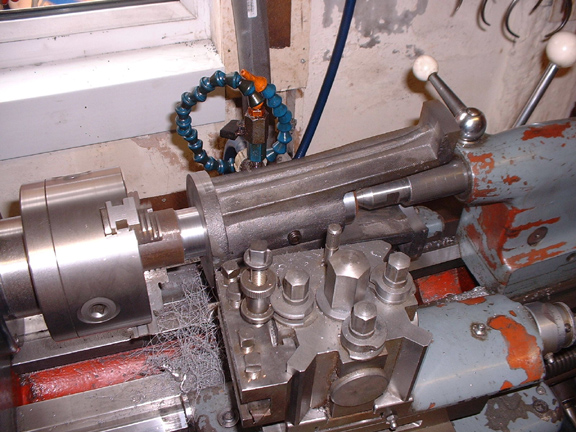
This is yesterday's work.... and Stephen is quite right, what the hell is a bloke my age doing spending eight hours a day over a hot lathe! This pic is a setting up tip. There are all sorts of ways of setting a rough casting up in the lathe for machining. They all depend on using a reasonably accurate reference and my pointed silver steel rod comes in handy again. The bore, as cast is fairly accurate, and so it's quite easy to get centred by adjusting the heavy independent jaws on the big four jaw. It's a very powerful chuck and once you have got the centre and clouted the feet with a big rubber hammer to make sire the top surface is square on the chuck face you can really tighten the jaws to the point where you are actually marking the casting. Brutal stuff but you don't want any movement.
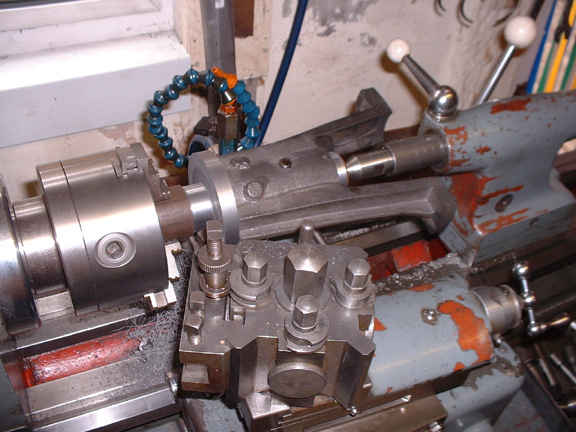
What a nice clean lathe....... The next job is to set the standards up on a mandrel so I can face the top od the standard and the rim of the casting. I remembered I had two expanding mandrels and so I got them out. I can't remember when I last used them but had a disappointment when I mounted the first standard in the lathe. It was out of centre! The fault is in the mandrel and not the bore which is surprising because it's a good make, Le Count. I'll have a shufti at it this morning but have cut a piece for the piston rod from some 1 5/8" bar and will go back to plan A and make a mandrel to fit the bore. This will be a dead accurate fit and if I make one for each standard and number them, these mandrels will become the piston rods and I'll know they are an exact fit so no machining time wasted.

Here's where we are at the moment. All the standards bored and the feet faced square and centred. The rest of the box bases and soleplates are upstairs. Now we have to face the top surface to length, turn the edge to match the foundation ring for the cylinder and cut two large ports in the sides of each cross-head slide. The faces of the mountings for the cross slide lubricators need squaring up and then the standards are ready for final adjustment and drilling. That can wait until later because when I do that I shall then know what I have to do to the internal opening in the sole plate, there is very little clearance between the crankshaft, the big end and the sole plate and standards. Some careful adjustment, measuring and marking needed there before cutting because that's all part of getting the centre line of the cylinder dead right in relationship to the shaft, absolutely essential.... It's going well, I might even get on to the foundation ring for the cylinders today! Those expanding mandrels are bothering me but I mustn't let them divert me!
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
Stanley
Local Historian & Old Fart
36804 Posts
|
|
Posted - 15/07/2007 : 17:17
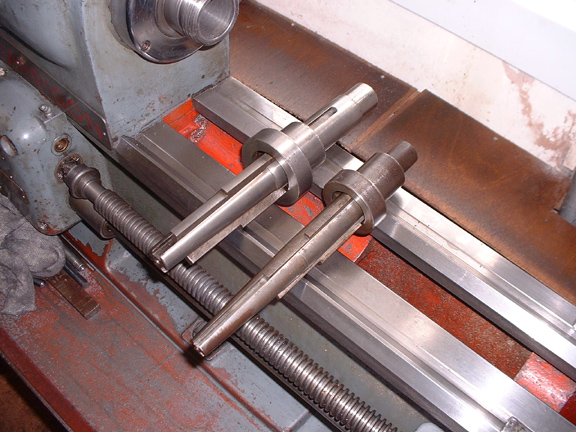
First rough cuts on a piece of scrap 1 3/4" shafting to make a mandrel for holding the standard for the next operation. No wasted time or material here because this is the lump of steel the piston rod and crosshead will be made out of.
The first standard mounted on its fitted mandrel for the first cut, to clean up the top collar of the standard.
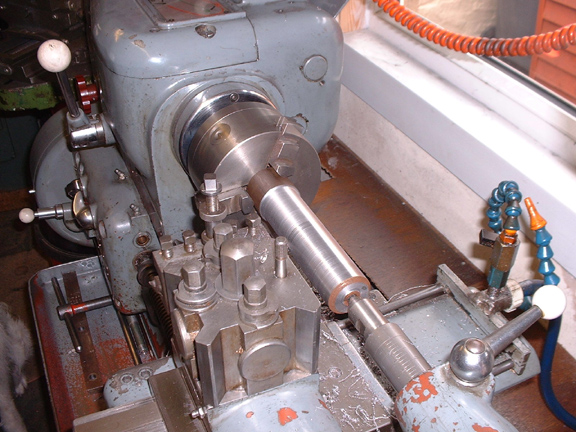
The top collar is cleaned up and here we are taking the facing cut across the top face for the foundation plate on which the cylinder will fit. Notice that I've drilled the standards and tapped them for two 7/16" grub screws to hold the standard firm on the shaft.

The two standards dealt with today. The fitted mandrels are numbered as are the standards and they will stay with each other from now on because they are turned to exactly the right size for the crosshead. All the bores vary slightly so matching the mandrels like this before using them to make the piston rod and crosshead is exactly what the old engine fitters used to do. The parts aren't interchangeable, they are made to fit each other. I was slower than I thought...... Two more mandrels to make and fit tomorrow and finish turning done on the standards. The beauty of doing it this way is that you are preserving the relationships of all the finished surfaces by making them dependent on each other. All the cuts relate back to the bore and this means that if I've done my job properly everything will be central and in the same plane. When I made my first engine I didn't take enough care over this and I had to a lot of retro-fitting later on to make the engine run at all well. We live and learn......
Stanley Challenger Graham
Barlick View
stanley at barnoldswick.freeserve.co.uk |
panbiker
|
Posted - 15/07/2007 : 17:34
Are those "Apples for the Teacher" mixed in with the engineering projects Stanley? You deserve them!
Ian |
panbiker
|
Posted - 15/07/2007 : 17:45
Woops! got my posting out of sync, never mind, all this is wonderful stuff. Could never get on with metalworking lathes at school, prefered wood turning or bashing things in the forge. I quite like precision filing though. Always wanted to make a spitfire on a stick out of a solid lump of brass but my metalwork techer would'nt alow me the material to have a go so I stuck to making screwdrivers with cast aluminium handles which only required a bit of work on the lathe to turn the handle down and put a knurled grip on it. I still have a couple of bowls that I turned on the woodworking lathe and a candlestick table lamp, pretty basic stuff but I enjoyed making them. Probably why I went into electronics rather than down to Rolls.
Ian |
Steve48
New Member

19 Posts
|
|
Posted - 15/07/2007 : 20:38
Hi, I have just joined your forum, and can only say well done Stanley. It is rare that someone can be as prolific as you and still have time to write and take photos. Your work, your humour, your cock ups, everything is so readable, so down to earth. I have more or less sat here reading your exploits all afternoon. You most definitely have dragged me in, I just hope a Southerner can contribute in some small way, coz down here I am a bit out of the industry, plenty of cows and horses though.
I can quite see sometimes your frustration that no one is chipping in though, but your playing around with what we call a lost art OT and the machines that made it. So a lot of people will watch in awe, but be totally lost about commenting apart from how well you are doing and how shiny the parts.
Your lounge lathe is gorgeous and all you have done on it. I see you have made mention of Fenn a couple of times, so perhaps it is a good opportunity to say I have one, and it amongst other things can be seen on my web site at www.uphill.org.uk the mandrel nose and thread on these were the same as Holzapffel a real weird and wonderful 7/8 diameter and 9.43 TPI I think.
I am a member of the Society of Ornamental Turners (SOT) although like yourself still restoring and rebuilding many things, but thats the part I enjoy anyway. I also run a Yahoo group for the Rivett 608 lathe, one of the two best bench top machines ever made in my opinion, I am sure someone will disagree with that, but there you go.
One good thing if perhaps the only one when you are on your own is the ability to have lathes in your lounge or study, I have a Lorch LL in mine and the Fenn, so we are working on the same lines there.
I could offer some advise on the eccentric cutting frame, if you would like me to.
Steve
|
belle
|
Posted - 15/07/2007 : 23:43
Oh I love the wonderful language that comes up on this post, "The society of ornamental turners" conjurs up some sedate British equivalent of dervishes!
Please don't be offended i know it is something much more manly and linked to a lathe, it's just my eccentric brain ....oh help am I for the cutting frame?
Oops I forgot to say welcome Steve, I am a bit of a trespasser here, so I'll leave it to Stanley to welcome you officially.
Life is what you make it |










